



 русский
русский English
English français
français español
español português
português العربية
العربية Türkçe
Türkçe ไทย
ไทย Tiếng việt
Tiếng việt chinese
chinese
Как делать ручной трубогиб ?
1. Производство деформации трубы
прежде всего, мы должны понять напряжение трубы когда гнут: когда труба изгибается, внутренняя часть трубы подвергается внутреннему сжатию напряжения, и материал становится короче и толще; в то время как внешняя часть подвергается растягивающему напряжению, материал становится длиннее и тоньше. под действием равнодействующей силы нормального направления на внутреннюю и внешнюю стенки трубы поперечное сечение трубы в зоне изгиба деформируется под нормальным давлением, то есть нормальный диаметр уменьшается, а поперечный - увеличивается, и стенка трубы также изменяется. Это неравномерно. в конечном итоге круглая труба становится приблизительно эллиптической.
2. Структура руководства трубогибочная машина
Мы предусмотреть использование модели, чтобы всегда контролировать весь процесс деформации трубы и обеспечивать антидеформацию силы на трубу. ограничить его нормальную и боковую деформацию, чтобы не допустить сплющивания трубы. так разработан слот для карт, и весь процесс обработки 5-осевой трубогибочный станок завершается в этом слоте для карты. Обработанное таким образом изделие имеет красивый внешний вид и небольшую деформацию. Условия труда значительно улучшены, и эффективность работы также значительно улучшена, а стоимость производства невысока, а фактическая работа очень удобна.
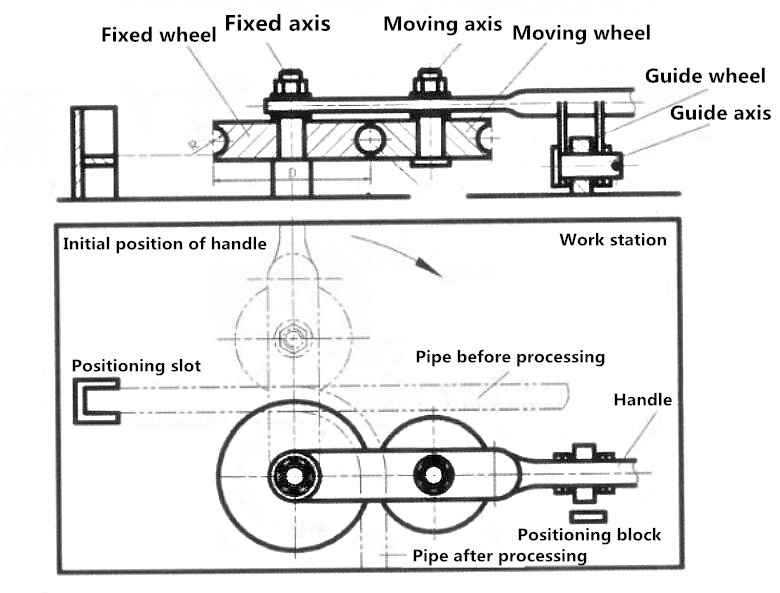
как показано на рисунке 1, оборудование очень простое: 1 верстак, 3 коротких вала, 3 колеса, 2 блока позиционирования и 1 ручка.
Неподвижный вал закреплен на рабочем столе. полукруглый канавкой на внешней стороне неподвижного колеса. Фиксированное колесо и фиксированный вал имеют посадку с зазором и могут свободно вращаться на фиксированном валу. его размер зависит от радиуса изгиба трубы.
Подвижный вал закреплен на ручке и перемещается вместе с ручкой с фиксированным валом в центре. на внешней стороне подвижного колеса имеется полукруглая канавка, а между неподвижным колесом и неподвижным колесом образована зажимная канавка. Подвижное колесо и подвижный вал имеют посадку с зазором, и подвижное колесо может свободно вращаться на подвижном валу. нет строгих требований к размеру ведущего колеса. в целях экономии материалов и облегчения обработки они , как правило, относительно небольшие.
имеется направляющее колесо, которое закреплено на ручке (на колесе может быть установлен радиальный шарикоподшипник, либо вместо направляющего колеса может быть использован радиальный шарикоподшипник).
Позиционирующий паз используется для позиционирования до того, как труба будет изогнута, а высота ее нижней пластины должна быть на одном уровне с нижней частью слота.
Блок позиционирования используется для управления углом изгиба. Когда направляющее колесо ударяется о блок позиционирования, гибка завершена.
3.Передача руководства трубогиб
Сначала определите расположение слота позиционирования в соответствии с требуемым размером. Когда работая, вставьте материал большой длины в для позиционирования через слот для карты, нажмите ручку ( направляющее колесо не может покинуть рабочий стол), и заготовка будет изгибаться вокруг фиксированного колеса под действием подвижного колеса . Во время в процессе гибки поперечное сечение заготовки деформируется во всех направлениях, но все устраняются за счет встречной деформации сила, создаваемая пазом, образованным неподвижным колесом и подвижным колесом. Функция позиционирующего блока заключается в управлении диапазоном перемещения ручки и обеспечении обрабатываемой формы заготовки. Положение блока позиционирования может быть соответствующим образом размещено на несколько градусов впереди конечной точки угла изгиба. Потому что после сгибания трубы произойдет отскок, небольшой перегиб просто компенсировать деформацию, вызванную отскоком. после завершения гибки верните ручку в исходное положение, и заготовку можно будет легко вынуть.
Меры предосторожности:;
(1) Когда обработки радиуса гнезда для карты, чтобы облегчить загрузку и выгрузку заготовки, он обычно немного больше чем радиус заготовки.
(2) должен быть зазор 1 ~ 2 мм между внешним диаметром неподвижного и подвижного колес, что не влияет на свободное вращение двух колес.
(3) Центральная линия ручки должна быть параллельным рабочей поверхности и контролироваться направляющим колесом для предотвращения скручивания.
4. Обработка ассортимент и характеристики ручного трубогибочного станка
из-за ограниченной ручной мощности ручные трубогибы обычно используются для обработки труб малого диаметра и тонких стенок. 1.27, 1.91 см или 2,54 см оцинкованные трубы, используемые в свиноводческом оборудовании, легко обрабатываются.
Для трубы разных размеров и с разным радиусом изгиба, трубы разных размеров можно изгибать, регулируя радиус гнезда для карты, и разные радиусы изгиба могут быть достигнуты путем настройки значения d . Силу человеческого тела можно регулировать, увеличивая или уменьшая длину ручки. Используя это оборудование, рабочий может легко обрабатывать от 200 до 300 гибов за смену, что значительно повышает эффективность работы. Это оборудование простое и удобное в обработке и очень удобное в использовании. ,
Если Если вы хотите обрабатывать материалы с трубами большего диаметра и более толстыми стенками, можно использовать то же оборудование для обработки, но соответствующий размер необходимо изменить, а ручной привод заменить редуктором.




